High Power Laser | Burning Laser Pointers | Green Laser Pointer
$0.00 ( 0 items )
Home > Blog > Deep UV Technology Facilitates Laser Microfabrication
In recent years, further miniaturization and improved quality requirements for ultra-precision machining are growing. As a means of meeting this need, the use of short-pulse, short-wavelength laser processing methods has attracted attention. By using a picosecond pulsed blue laser pointer, it is possible to achieve a cold ablation that does not produce a thermal effect, thereby obtaining a high-precision machining excellent in quality. In addition, the use of short wavelength lasers can make the laser beam spot diameter smaller, in order to achieve more fine micro-processing.
At present, common short pulse lasers for microfabrication are mainly green lasers (532nm), followed by ultraviolet lasers (355nm). On the other hand, a 266 nm deep ultraviolet laser has not been widely used due to its difficult handling.
In laser micromachining, the laser beam is focused and irradiated on the surface of the target workpiece, and the irradiated portion of the workpiece is removed by photon energy. When the diameter of the focused green laser spot is small, the area removed by laser irradiation also becomes smaller, and the fine processing quality is improved. There are several ways to achieve a smaller focus laser spot diameter, such as using a short wavelength laser, to expand the beam diameter and shorten the focal length before focusing.
However, when the wavelength of the laser is in the ultraviolet band, the absorbance of the laser through the glass material increases. Therefore, it is necessary to reduce the stress of the optical element material such as a lens. In other methods, the angle of convergence is large, which may result in a gap between the inlet and the outlet of the hole and reduce the depth of focus, thereby limiting the shape of the hole produced by drilling.
The deep ultraviolet laser uses a newly developed optical laser focusing system. The durability of the lens can be ensured by pre-testing the glass for the optical element for the durability of the deep ultraviolet laser beam while selecting the optimum glass material and setting the appropriate laser irradiation intensity. In addition, by optimizing the focal length and the shape of the lens, the convergence angle is minimized and the telephoto depth is achieved, while the focused laser spot diameter remains within a very small range.
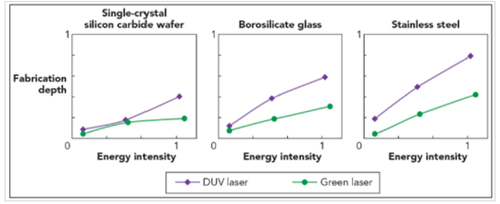
When the ablation rate between the deep ultraviolet laser beam and the green laser beam is compared, the ablation rate of the deep ultraviolet red laser beam is higher than that of the green laser beam in the use of each material. For large band gap silicon carbide materials, deep ultraviolet laser beam also provides a higher ablation rate. In general, when the ablation is induced by a short pulse laser, the photon energy of the laser beam must be higher than the band gap of the workpiece material.
Since the photon energy is inversely proportional to the laser wavelength, the photon energy of the deep ultraviolet laser beam is about twice that of the green laser and higher than that of the silicon carbide SiC material. Therefore, the ablation of silicon carbide SiC material can be completely guided by the deep ultraviolet laser beam. By using a deep ultraviolet laser, the high ablation rate of borosilicate glass can also be obtained. Thus, it can be assumed that the photon energy of the deep ultraviolet laser beam contributes greatly to this high ablation rate.
The above results confirm the superiority of the deep ultraviolet laser relative to the green laser beam and can also estimate the optimum number of pulses to obtain the manufacturing depth required for each material to achieve higher drilling quality and optimized drilling hole rate.
Hot Tag
Copyright ©2019 everyonetobuy All Rights Reserved.